ZSQ-T100 Online Surface Quality Inspection System for Casting Billet (Eddy Current)
The principle of the system
The ZSQ-T100 online surface quality inspection system for casting billet adopts the principle of eddy current non-destructive testing. According to the section of the continuous casting machine and the shape of the casting billet, the eddy current sensors of different structures can be used to realize the non-contact surface defect detection on the surface of the billet, and draws the surface defect graph of the billet in real time according to the detection results.
The composition of the system
- Detection frame: The detection frame is used to support the central detection sensor. The height of the detection frame can be adjusted automatically by the motor, so that the central detection sensor is aligned with the casting billet to be inspected.
- Front and rear vertical nip roll device: The front and rear vertical nip rolls are used to make the inspected billet pass through the central detection head at an even and stable speed. The pressure roller is double pushed by the cylinder and the spring.
- Central testing host: The central testing host is placed on the testing table. It has a four-sided control disc that scans the surface of each casting billet.
- Descaling device: It is used to remove the oxide scale on the surface of the casting billet and eliminate the influence of noise on the eddy current flaw detection.
- System console: used to control the equipment and the entire testing process, control the mechanical actions of each unit and adjust the instrument parameters. It can realize automatic flaw detection online detection.
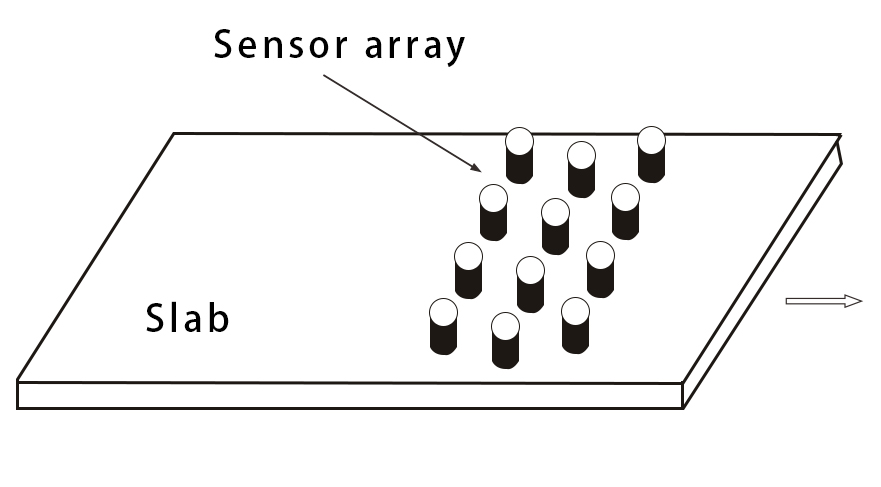
- Sensors: Slabs generally use eddy current sensor arrays to test the surface quality of the casting billet. Square billets, round billets and shaped billets generally use through-type eddy current probes to test the surface quality of the casting billets.
The main technical index of the eddy current testing on the surface of continuous casting billets
1. The objects of flaw detection: slabs, round billets, square billets and shaped billets of various sizes.
2. The steel grade of the casting billet: ordinary low-carbon steel or alloy steel.
3. Detection temperature: 400~1000℃.
4. Detection speed: ≤3~40m/min.
5. Allowable speed fluctuation range: 0~40m/min.
6. Detection of defect types and sizes: scratches with a depth or height greater than 1.5mm, wrinkled skin lines, cold splashes, bumps, pits and longitudinal facial cracks, transverse cracks, mesh cracks, and subsurface inclusions with a depth greater than 3mm.
7. Blind spot for flaw detection at the end of the casting billet: 25mm.
8. Detection frame area: ≤3m (transmission line direction)
Wuhan CenterRise M&C Engineering CO., Ltd.
more info, please contact zero zero eight six one three nine nine five five eight eight five nine seven




















